
提供专业气体资源和配套产品
24小时热线电话
13913585912
0512-66166417
提供专业气体资源和配套产品
24小时热线电话
13913585912
0512-66166417
服务热线
一、 背景:为何要回收SF₆/N₂混合气?
在特高压气体绝缘组合电器(GIS)中,SF₆是主要的绝缘和灭弧介质。但在以下场景会产生SF₆/N₂混合气:
设备检修:打开气室前,需用N₂进行吹扫置换,形成SF₆/N₂混合气。
泄漏或故障:空气(主要成分N₂、O₂)渗入设备。
设备退役:最终回收所有气体。
直接排放的危害:SF₆是《京都议定书》明确的强效温室气体,其全球变暖潜能值(GWP)是CO₂的23,500倍,且在大气中寿命长达3200年。法规严禁排放。
二、 膜分离技术原理:精密的分子筛
膜分离利用中空纤维膜对气体分子进行筛分,其核心是 “溶解-扩散”机理。
SF₆分子:分子量大(146 g/mol),动力学直径大,在膜中渗透速率极慢,是 “慢气”。
N₂分子:分子量小(28 g/mol),渗透速率快,是 “快气”。
工作流程:
高压混合气进入膜分离器后,N₂ 快速透过膜壁进入渗透侧(作为尾气排放),而SF₆ 被膜有效阻滞,在高压的滞留侧得到浓缩和回收。
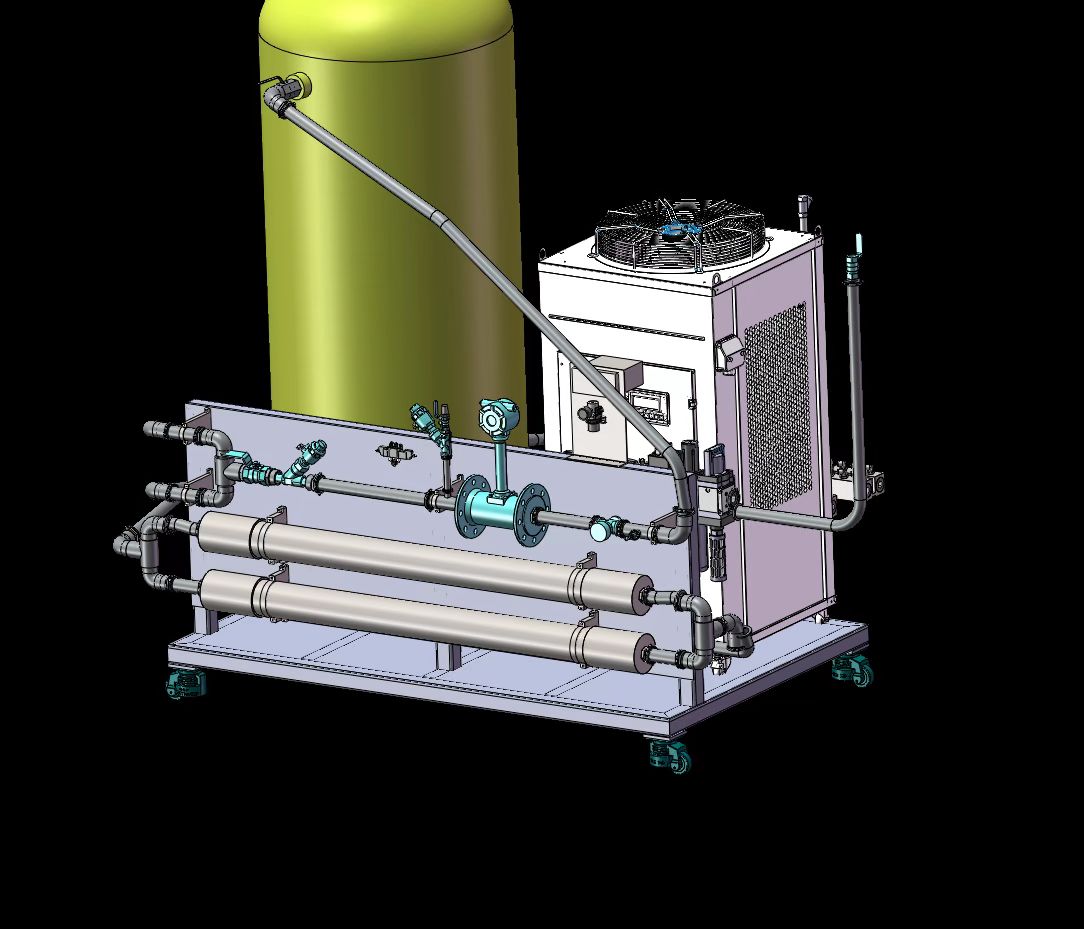
三、 回收系统工艺流程
一个完整可靠的膜法SF₆回收系统,其工作流程并非单一环节,而是一个包含预处理、核心分离与产品处理的全链条,如下图所示:
四、 技术优势(为何是特高压领域的优选?)
高回收率与高纯度:
可稳定实现SF₆回收率 >99%,产品气浓度 >95%(通过多级设计可达99%以上),满足回用标准。
极低的运行能耗:
主要能耗仅为气体压缩,相比深冷法能耗降低50%以上,运行成本优势巨大。
卓越的可靠性与适应性:
无运动部件,静态运行,故障率极低,适合在变电站等现场环境使用。
可集成于移动式回收车上,机动灵活,快速响应不同站点的检修需求。
全自动化与安全性:
PLC全自动控制,实现“一键操作”,减少人为干预,保障操作安全。
先通过膜分离去除大部分N₂,降低了后续工艺(如液化)中因氧含量带来的安全风险。
环境与经济效益双赢:
彻底杜绝SF₆排放,避免巨额碳排放罚款。
回收的高纯度SF₆价值昂贵,可直接回用于设备,节省大量新气采购成本。
五、 关键挑战与对策
挑战:对预处理要求极为苛刻
压缩机的润滑油和气体中的水分是膜的头号杀手,会造成不可逆的污染。
对策:必须配置高效除油过滤器(凝聚式过滤)和吸附式干燥器,确保进气洁净干燥。
挑战:尾气达标排放
渗透侧尾气中仍含有微量SF₆,须确保符合环保标准。
对策:安装高灵敏度SF₆浓度监测仪,确保尾气达标后方可排放。
总结
对于特高压电网而言,设备价值高、安全要求严、环保责任重。膜分离技术提供了一种与之匹配的SF₆回收解决方案:
它高效、节能、可靠,能将“禁止排放的温室气体”转化为“可循环利用的战略资源”。
这不仅是一项环保合规的技术,更是电网企业实现精细化运维、降本增效和履行社会责任的核心装备。随着我国特高压电网规模的不断扩大和环保法规的日益严格,该项技术的应用将变得不可或缺。

