
提供专业气体资源和配套产品
24小时热线电话
13913585912
0512-66166417

提供专业气体资源和配套产品
24小时热线电话
13913585912
0512-66166417
服务热线
造纸废水(特别是黑液)经厌氧反应器(如IC、UASB)处理后产生的沼气,具有以下特点:
气量较大且稳定:造纸厂规模大,废水有机物浓度高,产气量可观。
甲烷含量适中:CH₄含量通常在 55% - 65% 之间。
含硫化合物:可能含有H₂S(硫化氢),来源于原料中的硫化物。
可能含硅氧烷:来源于生产过程中使用的消泡剂、助剂等。
湿度饱和:温度高,湿度大。
这些特点直接决定了预处理工艺的复杂性和核心技术的选择。
一个完整的提纯系统远不止一台主机,而是由一系列设备组成的流水线。其核心流程如下图所示: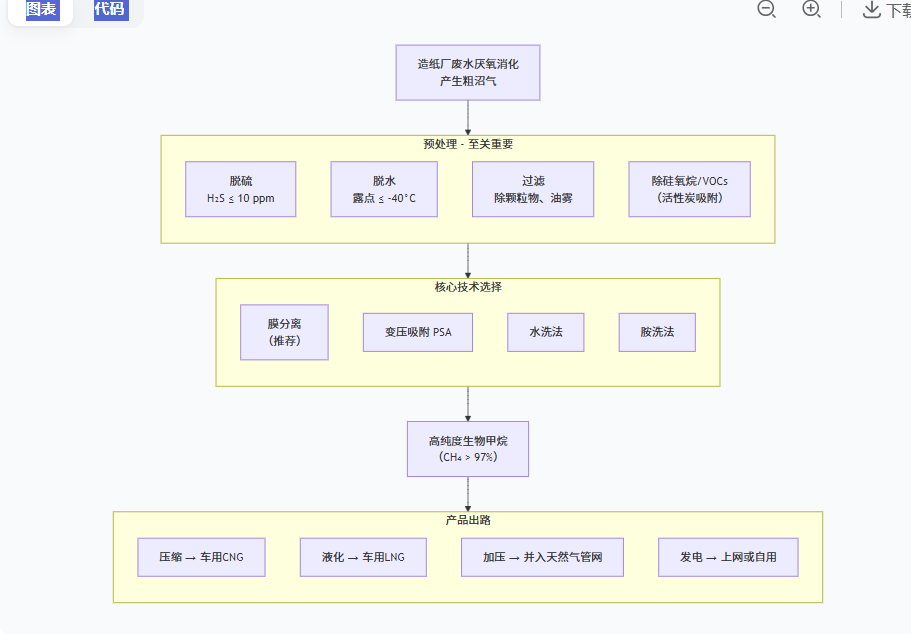
对于造纸厂这种大气量、连续生产的场景,主流技术有四种。下表提供了详细的对比,并给出了选型建议。
| 技术 | 膜分离法 (Membrane) | 变压吸附 (PSA) | 水洗法 (Water Scrubbing) | 化学吸收法 (Amine Scrubbing) |
|---|---|---|---|---|
| 原理 | 利用CO₂和CH₄在膜中渗透速率不同分离。 | 利用吸附剂在高压下吸附CO₂,CH₄通过;降压解吸。 | 利用CO₂在水中的溶解度高于CH₄的特性洗涤。 | 利用胺液等溶剂与CO₂发生可逆化学反应。 |
| 优点 | 操作简单、能耗低、模块化、无运动部件、维护量小。 | 产品纯度极高(>99%)、CH₄回收率高(>98%)。 | 技术成熟、可同步部分脱硫、环保无化学添加。 | 净化度极高、处理能力强、耐负荷波动。 |
| 缺点 | 对预处理要求极高、膜有寿命限制(5-8年)。 | 投资较高、工艺复杂、有噪音、对预处理要求高。 | 能耗高、可能产生废水、设备较大、有CH₄损失风险。 | 投资最高、能耗高(热再生)、有化学品消耗和降解问题。 |
| 适用规模 | 中到大型 (非常适合造纸厂规模) | 中到大型 | 大型 | 特大型 |
| 造纸厂适用性 | ★★★★★ 强烈推荐 | ★★★★ 很好 | ★★★ 良好 | ★★★ 良好,但投资高 |
选型建议:
首选推荐(平衡技术与经济性): 膜分离法。特别适合造纸厂追求低运行成本、自动化操作的需求。其模块化结构也便于后续扩容。
追求极高纯度: 变压吸附(PSA)。如果目标是将生物天然气并入国家管网,对纯度要求极端严格(>99%),PSA是理想选择。
传统可靠方案: 水洗法。技术非常成熟,但能耗和占地面积是其主要缺点。
硅氧烷问题:
造纸工艺中使用的消泡剂是硅氧烷(Siloxanes) 的主要来源。硅氧烷在发动机中燃烧会生成二氧化硅(玻璃状物质),严重磨损设备;在膜或吸附剂中会形成不可逆的堵塞。
必须在预处理阶段设置活性炭吸附罐或专用吸附剂来彻底去除硅氧烷。
能源平衡与经济性:
造纸厂是能耗大户,提纯后的生物天然气最适合用于:
锅炉燃料:直接替代天然气,为生产供汽供热,经济回报最快。
车用燃料(CNG/LNG):为厂区物流车队或外部车辆加气,价值更高。
并入管网:需要与燃气公司谈判,享受管输电价。
需要进行详细的能源审计和投资回报率(ROI) 分析。
系统集成:
提纯系统应与现有的厌氧污水处理系统、厂区能源系统进行无缝集成,实现数据监控和智能调度。

